Как отпустить медь в домашних условиях. Отжиг, закалка и термическая обработка латуни. Отжиг стальных деталей
ЛАТУНИ
Латуни являются самыми распространенными сплавами на основе меди. Сводный перечень стандартных латуней по ГОСТ 15527 и их зарубежных аналогов приведен в табл. 1.

Диаграмма состояния сплава системы медь-цинк приведена на рис. 1

И зменения температуры испарения, плавления и литья медно-цинковых сплавов в зависимости от содержания цинка - на рис. 2.

Изменение модуля нормальной упругости медноцинковых сплавов в зависимости от содержания цинка - рис. 3.

Основные параметры интерметаллических фаз сплавов системы Cu - Zn приведены в табл. 2.
При переходе из неупорядоченной β-фазы в упорядоченную β’-фазу в указанном интервале температур происходит уменьшение коэффициента взаимной диффузии и скорости роста фазы. Энергия активации взаимной диффузии β’-фазе возрастает, а в β-фазе уменьшается с ростом концентрации цинка, при этом она примерно в 1,5 раза больше в β’-фазе, чем в β-фазе. Парциальные коэффициенты диффузии атомов Zn в 2 раза больше, чем атомов Cu в разупорядоченной β-фазе, и почти совпадают с упорядоченной β’-фазой.
Практическое применение имеют простые латуни, имеющие фазовый состав α, α + β, β и β + γ .
Химический состав латуней, обрабатываемых давлением, по отечественным приведен в прил. 1.


ПРОСТЫЕ ЛАТУНИ
Простые латуни в зависимости от фазового состава делятся на два типа: однофазные α (до 33 % Zn ) и двухфазные α + β (свыше 33% Zn ).
В однофазных латунях, содержание цинка в которых близко к пределу насыщения, иногда присутствуют небольшие количества β-фазы в результате медленно протекающих диффузионных процессов. Однако включения /3-фазы, наблюдаемые в очень малых количествах, не оказывают заметного влияния на свойства α -латуней. Таким образом, хотя у этих латуней структура и является двухфазной, но по своим физико-механическим и технологическим свойствам их целесообразно отнести к однофазным латуням.
Обработка давлением простых латуней
Однофазные (а) латуни при горячем деформировании очень чувствительны к содержанию примесей, особенно легкоплавких (Bi , Pb ). Висмут в сплаве может сегрегировать по границам, поэтому даже одноатомный слой его может вызвать красноломкость в однофазных латунях с высоким содержанием цинка. Обрабатываемость α - латуней в горячем состоянии с повышением содержания цинка ухудшается. В холодном состоянии однофазные латуни обрабатываются хорошо.
Двухфазные α + β -латуни обрабатываются в горячем состоянии лучше однофазных благодаря наличию высокопластичной при повышенных температурах β -фазы и менее чувствительны к примесям. Однако они чувствительны к температурно-скоростным режимам охлаждения. По этой причине в горячепрессованных полуфабрикатах часто наблюдается неоднородная структура. Например, передний конец прутка (полосы или трубы) имеет преимущественно мелкую игольчатую структуру и высокие механические свойства, у заднего конца прутка в результате захолаживания структура зернистая и пониженные механические свойства.
В холодном состоянии двухфазные латуни обрабатываются хуже однофазных. Пластичность их в холодном состоянии зависит от структуры. Если α -фаза расположена на основном фоне кристаллов β -фазы в виде тонких игл, то обрабатываемость двухфазных латуней в холодном состоянии улучшается.
Влияние содержания цинка в латунях на температурный интервал горячей обработки давлением приведено на рис. 4.

У латуней в температурном интервале 200- 600°С в зависимости от фазового состава и содержания цинка наблюдается зона пониженной пластичности.
При холодной прокатке, волочении и глубокой штамповке латуней независимо от их фазового состава предпочтительна структура с величиной зерна не более 0,05 мм.
Суммарная степень холодной деформации простых латуней обусловлена определенным пределом, выше которого пластичность резко падает. Этот предел допустимой суммарной холодной деформации, который уменьшается с повышением содержания цинка, устанавливают для каждой марки латуни.
Если принять наивысшую пластичность в горячем состоянии в гомогенной области β -фазы, а при комнатной температуре в области α -фазы за 100%, то обрабатываемость латуней давлением можно оценить количественно (табл . 3).

Такие оценки обрабатываемости металлов и сплавов давлением и других технологических характеристик часто применяются в зарубежной практике.
Термообработка простых латуней . Основным видом термической обработки простых латуней являются рекристаллизационный отжиг и отжиг для снятия внутренних напряжений. Процесс рекристаллизации латуней определяется содержанием цинка и фазовым составом.
Температура начала рекристаллизации α -латуней с увеличением содержания цинка снижается. Рекристаллизация α -фазы в сильнодеформированной двухфазной латуни начинается при 300°С. В этих условиях β-фаза остается неизменной и ее рекристаллизация начинается при более высокой температуре. Поэтому при выборе температуры отжига для получения оптимальной структуры необходимо учитывать эту особенность двухфазных латуней.
Размеры зерна однофазных латуней определяют по эталонам микроструктур (ГОСТ 5362).
При отжиге латунных полуфабрикатов в воздушной или окислительной атмосфере на поверхности их образуются пятна - продукты окисления, трудноудаляемые при травлении. Уменьшение парциального давления кислорода (отжиг в вакууме) предотвращает образование пятен, но вызывает опасность обесцинкования. Поэтому рекомендуется проводить отжиг при минимальной температуре и в защитной атмосфере. В условиях производства труднее всего избежать пятен в латунях, содержащих 37-40% цинка.
Обрабатываемость простых латуней резанием. Обрабатываемость латуней резанием (точение, фрезерование, строгание, шлифование) зависит от фазового состава латуней. При обработке резанием однофазных латуней стружка получается длинной. Двухфазные ( а + β ) латуни обрабатываются лучше однофазных α -латуней. С увеличением содержания /3-фазы стружка становится более хрупкой и короткой. Количественная оценка обрабатываемости резанием простых латуней определяется сравнением с латунью ЛС63-3, обрабатываемость которой принята за 100%. Однофазные α -латуни отлично полируются, двухфазные - несколько хуже. Обрабатываемость латуней резанием и полируемость приведены в табл . 4.

Пайка и сварка простых л атуней. Простые латуни очень легко соединяются мягкими припоями. Перед пайкой мягким припоем зачистку поверхности производят либо шлифовкой, либо травлением в кислоте. В качестве припоя предпочтительно применять сплавы, содержащие 60% олова. Содержание сурьмы в припое из-за ее сильного сродства к цинку должно быть не более 0,25-0,5%. Пайку мягким припоем предпочтительно выполнять с хлоридными флюсами.
Однофазные α -латуни также легко соединяются пайкой твердыми припоями, в том числе серебряными, двухфазные а + β - несколько хуже.
Медно-фосфористые припои являются самофлюсующимися, поэтому пайку латуней этими припоями производят без флюсов. При пайке другими твердыми припоями необходимо применять соответствующие флюсы.
Содержание свинца в твердых припоях ограничивается 0,5%.
Количественная оценка способности простых латуней к пайке, %: однофазные α -латуни (мягкие припои) – 100%, однофазные α -латуни (тведые припои) – 100%, двухфазные α+ β -латуни (мягкие припои) – 100%, двухфазные α+ β -латуни (твердые припои) – 75%.
Свариваемость простых латуней несколько хуже, чем паяемость. Общая количественная оценка свариваемости латуней -75% по сравнению с бескислородной медью, принятой за 100%. Для соединения латуней применяют следующие виды сварки: дуговая с угольным электродом, дуговая с расходуемым электродом, дуговая с вольфрамовым (нерасходуемым) электродом в среде защитного (инертнего газа), дуговая с расходуемым электродом в среде инертного газа, кислородно-ацетиленовая, электрическая контактная (точечная, роликовая, стыковая).
Латунь с содержанием 20% Zn плохо поддается электрической контактной сварке, легче - латунь с 40% Zn . Высокое содержание цинка в двухфазных латунях затрудняет дуговую сварку из-за его испарения. Поэтому присадочные материалы, применяемые при дуговой сварке, должны содержать относительно небольшое количество цинка. Латуни, содержащие более 0,5% РЬ, обычно плохо поддаются сварке. Для улучшения смачиваемости металла в процессе сварки необходим предварительный нагрев до температуры 260°С, особенно для латуней с высоким содержанием меди. Сварка угольным электродом латуней, содержащих 15-30%, Zn , лучше всего ведется с помощью присадочных прутков (проволоки) из сплава Си + 3% Si . Для однопроходных швов можно применять прутки (проволоку) медные, легированные небольшим количеством олова; для многопроходных швов лучше применять прутки из сплава Cu + 3 % Si .
Латуни, содержащие более 30% Zn , можно сваривать угольным электродом с присадочными прутками (проволокой) из латуни Cu + 40% Zn или Cu + 3% Si . Для улучшения качества сварки необходимо металл предварительно нагревать до температуры 210°С. В качестве расходуемых электродов применяют проволоку или прутки из оловянно-фосфористой бронзы или из алюминиевой бронзы.
Дуговая сварка латуней вольфрамовым электродом в среде инертного газа осложняется выделением паров оксида цинка, которые подавляют действие дуги. Поэтому сварку следует вести при больших скоростях.
Хорошие результаты дает кислородно-ацетиленовая сварка. Для сварки латуней с содержанием 15-30% Zn необходимо пользоваться присадочными прутками (проволокой) из сплава Cu + 1,5% Si . Если условия эксплуатации готовых изделий не вызывают локальной коррозии (обесцинкования), можно использовать латунь с 40% Zn (Л60). Для сварки латуней, содержащих более 30% Zn в качестве присадочного материала применяют сплав Cu + 3% Si .
Влияние примесей на свойства простых латуней. Примеси не оказывают существенного влияния на механические, физические (за исключением железа, которое при содержании > 3,0% изменяет магнитные свойства латуней) и химические свойства простых латуней, но заметно влияют на их технологические характеристики. При горячей обработке давлением однофазные латуни особенно чувствительны к легкоплавким примесям.
Качество изделий, получаемых из латуней глубокой штамповкой, зависит от чистоты сплава, поэтому в простых латунях, предназначенных для глубокой штамповки, содержание примесей должно быть минимальным.
Влияние примесей на качество полуфабрикатов из латуней:
алюминий ухудшает качество литья, вызывая пенистость в отливках; висмут вызывает горячеломкость латуней, особенно однофазных; железо затрудняет процесс рекристаллизации;
кремний улучшает процессы пайки и сварки, повышает коррозионную стойкость; никель повышает температуру начала рекристаллизации;
свинец вызывает горячеломкость латуней, особенно однофазных, содержащих цинк в пределах 30-33 %;
сурьма отрицательно влияет на обрабатываемость латуней давлением. Микродобавки сурьмы (<0,1 %) к двухфазным латуням частично локализуют коррозию, связанную с обесцинкованием;
мышьяк ухудшает пластичность латуней в результате выделения хрупких фаз при концентрации выше его предела растворимости: в латунях в твердом состоянии (>0,1%). Добавки мышьяка в малых количествах (< 0,04%) предохраняют латуни от коррозионного растрескивания и обесцинкования при контакте с морской водой;
фосфор измельчает структуру в литом состоянии и предотвращает растрескивание при нагревании, ускоряет рост зерен при рекристаллизации; уменьшает коррозию, связанную с обесцинкованием; не рекомендуется как раскислитель медно-цинковых сплавов;
олово понижает пластичность латуней и может вызвать растрескивание при нагревании, если содержание железа > 0,05%.
Модифицирование латуней осуществляется введением в расплав:
добавок элементов, образующих тугоплавкие соединения, которые при структурном соответствии будут служить центрами кристаллизации;
поверхностно активных металлов, которые, концентрируясь на гранях зарождающихся кристаллов, замедляют их рост.
В качестве модификаторов в латунях применяют такие элементы, как железо, никель, марганец, олово, иттрий, кальций, бор, а также мишметалл.
Коррозионные свойства латуней. Латуни обладают удовлетворительной устойчивостью против воздействия промышленной, морской и сельской атмосфер. На воздухе они тускнеют. Корродирующее воздействие на латуни, содержащие >15% цинка, оказывают углекислый газ и галогены.
Латуни, содержащие <15% Zn , по своей коррозионной стойкости близки к меди промышленной чистоты.
Под воздействием окисляющих кислот латуни интенсивно корродируют. Предельная концентрация азотной кислоты, при которой не наблюдается заметной коррозии, составляет 0,1 % (по массе). Серная кислота действует на латуни менее агрессивно, однако при наличии окисляющих солей К 2 СГ 2 О 7 и Fe 2 (S0 4) 3 скорость коррозии возрастает в 200-250 раз. Из неокисляющих кислот наиболее сильное корродирующее воздействие оказывает соляная кислота.
Коррозионная стойкость латуней по отношению к большинству кислот, не обладающих окислительной способностью, удовлетворительная. Латуни также стойки к воздействию разбавленных горячих и холодных щелочных растворов (за исключением растворов аммиака) и холодных концентрированных нейтральных растворов солей. Латуни инертны по отношению к речной и соленой воде. При контакте с речной водой, содержащей небольшое количество серной кислоты, и в морской воде простые латуни заметно корродируют. Скорость коррозии зависит от температуры, концентрации, степени загрязнения и скорости обтекания поверхности металла. По отоношению к почве латуни обладают хорошей коррозионной стойкостью, к пищевым продуктам - нейтральны. Скорость коррозии латуни в почве составляет от 0,0005 мм/год (в суглинистой с pH 5,7) до 0,075 мм/год (в зольной с pH 7,6).
Сухие газы - фтор, бром, хлор, хлористый водород, фтористый водород, углекислый газ, оксиды углерода и азота при температуре 20°С и ниже на латуни практически не действуют, однако в присутствии влаги действие галогенов на латуни резко возрастает; сернистый ангидрид вызывает коррозию латуней при концентрации его в воздухе - 1 % и влажности воздуха > 70%; сероводород значительно действует на латуни при всех условиях, однако латуни с содержанием Zn > 30% более устойчивы, чем латуни с небольшим содержанием цинка.
Фторированные органические соединения, например, фреон, на латуни практически не действуют.
Во влажном насыщенном паре при больших скоростях (около 1000 м 3 / c ) наблюдается питтинговая коррозия, поэтому для перегретого пара латуни не применяют.
Коррозионная стойкость латуней в различных средах приведена в табл . 5.

В рудничных водах, особенно при наличии Fe 2 (SO 4 ) 3 латуни сильно корродируют. Присутствующие в воде фтористые соли действуют на латуни слабо, хлористые - сильнее, иодистые - очень сильно.
Латуни, кроме общей коррозии, подвержены также особым видам коррозии: ооесцинкованию и "сезонному" растрескиванию.
Обесцинкование - особая форма коррозии, при которой растворяется твердый раствор цинка в меди и в катодных местах электрохимически осаждается медь. Продукты коррозии цинка могут отводиться или задерживаться в виде оксидной пленки. Раствор, в котором латунь подвергается обесцинкованию, обычно содержит больше цинка, чем меди.
В результате обесцинкования латуни становятся пористыми, на поверхности появляются красноватые пятна, ухудшаются механические свойства. Обесцинкование наблюдается при контакте латуни с электропроводящими средами (кислые и щелочные растворы) и проявляется в двух формах: сплошной и локальной. Процесс обесцинкования усиливается с увеличением содержания цинка, а также с повышением температуры и аэрации. Однофазные латуни, содержащие >15% Zn , подвергаются обесцинкованию в кислых растворах (нитраты, сульфаты, хлориды, соли аммония и цианиды). В двухфазных латунях процесс обесцинкования заметно усиливается и может происходить даже в водных средах. Наиболее уязвимой является β -фаза.
Малые добавки мышьяка, фосфора и сурьмы частично локализуют коррозию, связанную с обесцинкованием. Мышьяк и сурьма защищают от обесцинкования главным образом α -фазу.
"Сезонное" или межкристаллитное растрескивание наблюдается в латунях в результате воздействия коррозионных агентов при наличии растягивающих напряжений. К коррозионным агентам относятся: пары или растворы аммиака, конденсаты с сернистыми газами, влажный серный ангидрид, растворы солей ртути, различные амины, компоненты травильных растворов, влажный диоксид углерода. Если в атмосфере содержатся следы аммиака, влажного диоксида углерода, сернистого газа и др. коррозионных агентов, то "сезонное" растрескивание проявляется при колебаниях температуры, в результате которых на поверхности деталей происходит конденсация коррозионных агентов.
Латуни, содержащие до 7% цинка, мало чувствительны к "сезонному” растрескиванию. В латунях, содержащих от 10 до 20% цинка, межкристаллитное растрескивание не наблюдается, если внутренние растягивающие напряжения не превышают 60 МПа. Латуни, содержащие 20-30% Zn , подвергаются коррозионному растрескиванию только в холоднодеформированном состоянии в водном растворе аммиака. Наиболее склонны к коррозионному растрескиванию однофазные латуни с концентрацией цинка, близкой к пределу насыщения, и двухфазные. Они устойчивы против "сезонного" растрескивания только при наличии растягивающих напряжений < 10 МПа.
Склонность к коррозионному растрескиванию медно-цинковых сплавов в парах аммиака приведена на рис. 5.

Для предотвращения коррозионного растрескивания латуней необходимо применять низкотемпературный отжиг и предохранять их от окисления при хранении. Для снятия внутренних напряжений производят дорекристаллизационный отжиг.
Для предохранения латуней от окисления рекомендуется пассивировать их в следующих средах: слабокислом водном растворе, содержащем около 6% ангидрида хромовой кислоты и 0,2% серной кислоты; водном растворе, содержащем 5 % хромпика и 2% хромовых квасцов.
Защиту латуней производят также с помощью ингибиторов коррозии, например, бензотриазола или толуолтриазола. Бензотриазол образует на поверхности пленку (< 5 нм), которая предохраняет латуни от коррозии в водных средах, различных атмосферах и других агентах. Коррозионные ингибиторы могут быть введены в состав лаков и защитной оберточной бумаги.
В случае электрохимической коррозии латунь при контакте с различными металлами и сплавами проявляет себя двояко: в одних случаях анодом, в других - катодом (табл. 6 ).

При контакте латуни с серебром, никелем, мельхиором, медью, алюминиевой бронзой, оловом и свинцом электрохимическая коррозия не происходит.
При нагреве латуни окисляются. Скорость окисления латуней с повышением температуры возрастает по экспоненте, удваиваясь приблизительно через каждые 360К. При температуре свыше 770К наблюдается испарение цинка наиболее интенсивно, если его концентрация в сплавах превышает 20 %.
Изменение некоторых физических и механических свойств латуней в зависимости от содержания цинка показано на рис. 6-9.




Типичные физические, механические и технологические свойства латуней приведены в п рил. 2, 3 , 4.



Специальные латуни, обрабатываемые давлением
Специальные или многокомпонентные латуни - это медно-цинковые сплавы сложных композиций, в которых основными легирующими элементами являются алюминий, железо, марганец, никель, марганец, никель, кремний, олово и свинец. Эти элементы, как правило, вводят в латуни в таких количествах, чтобы они полностью растворялись в α и β фазах. Кроме указанных элементов в латуни вводят малые добавки мышьяка, сурьмы и других элементов.
Влияние легирующих элементов проявляется двояко: изменяются свойства фаз (а и/3) и относительные их количества, т.е. граница фазовых превращений.
Для определения границ фазовых превращений в системе или "кажущегося" ("фиктивного") содержания меди при добавлении легирующего элемента используют эмпирическое уравнение:
A’ = A *100/(100+ X *(K э-1)),
где А’ - кажущееся (фиктивное) содержание меди, % (по массе); А - фактические содержание меди, % (по массе); X - содержание третьего компонента, % (по массе); Кэ - коэффициент Гинье, характеризующий влияние легирующего элемента на фазовый состав (при К э > 1, увеличивается количество β ’-фазы).
Значение Кэ для различных элементов: для Ni K э от -1,2 до -1,4, для Co K э=-1, для Mn K э=0,5, для Fe K э=0,9, для Pb K э=1, для Sn K э=2, для Al K э=6, для Si K э от 10 до 12.
Свинцовые латуни
Свинцовые латуни - медно-цинковые сплавы, легированные свинцом. Диаграмма состояния системы Cu - Zn - Pb представлена на рис . 10.

Растворимость свинца в сплавах в твердом состоянии ничтожно мала. В двухфазных медно-цинковых сплавах (с содержанием Zn 40 %) растворимость свинца при 750°С в β -фазе немногим более 0,2%; при комнатной температуре свинец практически не растворим. В двухфазных латунях (в равновесном состоянии) свинец располагается внутри α и β -фаз и частично на границах этих фаз. Свинец при выделении его по границам фаз или зерен заметно ухудшает деформируемость латуней в горячем состоянии.
Свинец в сплавах а + β выполняет двоякую роль: с одной стороны он используется в качестве фазы, способствующей измельчению стружки, с другой - как смазка, снижающая коэффициент трения при обработке резанием. Эффективность добавок свинца определяется его количеством и структурой сплава, величиной и характером распределения частиц свинца, величиной зерна a -фазы, количеством и распределением β -фазы.
Улучшая обрабатываемость резанием свинец заметно снижает ударную вязкость латуней, ухудшает обрабатываемость давлением, пайку и сварку, полируемость и усложняет гальваническую обработку поверхности изделий.
Прочностные характеристики свинцовых латуней с повышением температуры уменьшаются более интенсивно по сравнению с простыми латунями. Временное сопротивление разрыву латуней, содержащих около 2% свинца, при температуре 600°С составляет 10 МПа, при температуре 800°С - практически равно нулю.
В зависимости от обработки готовых деформированных полуфабрикатов свинцовые латуни классифицируют на три основных типа: для холодной обработки давлением, для горячей штамповки, для обработки на токарных автоматах.
Структура свинцови стых ла туней. обрабатываемых давлением в холодном состоянии, состоит из α-фазы и свинца, содержание которого должно быть в таких пределах, чтобы обеспечить высокую обрабатываемость резанием. К таким сплавам относятся латуни марок ЛС74-3, ЛС64-2, JIC 63-3 и ЛС63-2.
Свинцовы е латун и, обрабатываемые давлением в горячем состоянии и предназначенные для горячей ковки и штамповки - двухфазные (α +β). Содержание цинка в латунях должно быть таким, чтобы превращение α + β в чистую β -фазу происходило полностью и при относительно низкой температуре.
Расчетное содержание β -фазы составляет около 20%. Содержание свинца от 1 до 3%. К таким латуням относятся свинцовые латуни марок ЛС60-1, ЛС59-1 и ЛС59-3. Свинцовы е лату ни. применяемыедля обработки на токарных автоматах и в микротехнике (т.е. для изготовления деталей, которые очень малы по размерам, порядка 1 мм) - двухфазные, с высоким содержанием свинца; ЛС63-3 (с малым содержанием/3-фазы) и ЛС58-3 (с высоким содержанием β -фазы).
К латуням, применяемым в микротехнике, предъявляются особые требования по однородности химического состава, допускам по основным компонентам и микроструктуре (размер и распределение частиц свинца, количество и распределение β -фазы, величина зерна α -фазы). Однородность химического состава (гомогенность сплава) необходимо обеспечивать на небольших участках.
Границы оптимизации микроструктуры свинцовых латуней для "микродеталей" определяются содержанием β -фазы от 10 до 30%, величиной зерна α -фазы - от 10 до 50 мк при среднем диаметре частиц свинца 1-5 мк.
Обработка свинцовых латуней. Оксиды различных элементов ухудшают обрабатываемость свинцовых латуней резанием, поэтому при их плавке и литье необходим тщательный контроль за их содержанием. Из элементов-примесей наиболее отрицательное влияние на обрабатываемость резанием оказывает железо, поэтому на его содержание установлены особые ограничения. Литье осуществляется двумя способами: в изложницы и полунепрерывным (непрерывным) способом. Для достижения стабильности химического состава предпочтительно отливать свинцовые латуни непрерывным (полунепрерывным) способом.
Свинец не оказывает влияния на температуру и процесс кристаллизации медно-цинковых сплавов, он затвердевает при 326°С и в случае выделения по границам зерен (фаз) ухудшает деформируемость в горячем состоянии двухфазных сплавов.
Области составов стандартных свинцовых латуней, обрабатываемых в горячем и холодном состояниях, показаны на рис. 11.

При горячей штамповке свинцовых латуней, содержащих 56-60% Cu (ЛС59-1), склонность к образованию трещин определяется главным образом температурой деформации. Оптимальный интервал температур, при котором не образуются трещины, доволно узок и находится в области температур, составляющих линии на диаграмме состояния Cu - Zn , разграничивающих двухфазную α+ β и однофазную β -области.
Содержание свинца, а также легкоплавких примесей (висмута, сурьмы и других) не оказывает влияния на склонность к образованию трещин при горячей штамповке двухфазных свинцовистых латуней (α+ β ).
Влияние химического состава на обрабатываемость резанием и давлением свинцовых латуней показано в табл. 7.

Свинцовые α-латуни обрабатывают в холодном состоянии, однако при определенных режимах возможно и горячее прессование.
Основными видами термической обработки свинцовых латуней являются полный рекристаллизационный отжиг и низкотемпературный отжиг для снятия внутренних напряжений.
Свинцовые латуни хуже, чем простые латуни, соединяются припоями, свариваются и полируются. Для соединения свинцовых латуней не рекомендуется применять кислородно-ацетиленовую сварку, дуговую в среде защитного газа и дуговую с расходуемым электродом.
Ко ррозионная стойкость свинцовых латуней . Свинцовые латуни обладают: отличной устойчивостью против воздействия чистых гидрокарбонатов, фреона, фторированных гидрокарбо- натовых охладителей и лаков; хорошей устойчивостью против воздействия промышленной, морской, сельской атмосфер, спиртов, дизельного топлива и сухого диоксида углерода; средней устойчивостью против воздействия сырой нефти и водяного диоксида углерода; плохой устойчивостью против воздействия гидроксида аммония, хлористоводородной и серной кислот.
Олов янные лат уни
Олово незначительно влияет на изменение границ фазовых превращений, однако заметно изменяет природу β -фазы. Диаграмма состояния системы Cu - Zn - Sn приведена на рис . 12.

Двухфазные оловянные латуни обладают высокой коррозионной стойкостью во многих средах. При повышенном содержании олова в латунях появляется новая фаза γ. Фаза γ - хрупкая составляющая, которая заметно ухудшает обрабатываемость латуни давлением в холодном состоянии. Появление γ -фазы в двухфазной латуни (а + /3) наблюдается при содержании олова свыше 0,5% (если содержание олова превышает этот предел, то при превращении β выделяется δ-фаза, обволакивающая α -фазу. Появление хрупких фаз ограничивает легирование латуней оловом. Содержание олова более 2% в латунях ухудшает их обрабатываемость в горячем состоянии. Стандартные оловянные латуни можно разделить на два типа: однофазные (α - твердый раствор) и трехфазные ( α + β + γ ).
Алюминиевые латуни
Алюминиевые латуни - медно-цинковые сплавы, в которых основной легирующей добавкой является алюминий.
Алюминий благодаря высокому коэффициенту Гинье (Кэ = 6) и значительной растворимости в твердом состоянии по сравнению с другими элементами (кроме кремния) оказывает даже в небольших количествах заметное влияние на свойства латуни. Добавки алюминия повышают механические свойства и коррозионную стойкость латуней, но несколько ухудшают их пластичность. Количество вводимого алюминия ограничивается пределами, выше которых появляется хрупкая γ -фаза (рис . 13).

При содержании меди, % (по массе): 70; > / J 65; 60 предельные содержания алюминия, % (по массе): 6; 5 и 3 соответственно. В латунях, обрабатываемых давлением, содержание алюминия не превышает 4%, в литейных высокопрочных латунях 7%.
Легирование латуней производят одним алюминием или в определенных соотношениях с другими элементами (железо, никель, марганец и др.).
Одним алюминием, как правило, легируют однофазные латуни (ЛА85-0,5, ЛА77-2). Для локализации обесцинкования и предотвращения коррозионного растрескивания при контакте с морской водой в однофазные алюминиевые латуни, содержащие более 15% Zn , вводят 0,02-0,04 As (ЛАМш77-2-0,05).
Избыток мышьяка (> 0,062%) ухудшает пластичность латуней. Алюминий совместно с железом (ЛАЖ60-1-1) и никелем (ЛАН59-3-2) вводят преимущественно в двухфазные латуни.
Железо улучшает пластичность латуней, содержащих свинец, в горячем состоянии измельчает структуру и повышает их механические свойства; никель повышает коррозионную стойкость. Железо и никель несколько снижают пластичность латуней в холодном состоянии.
Легирование латуней алюминием, никелем и небольшими добавками марганца и кремния (ЛАНКМц75-2-2,5-0,5-0,5) делает их дисперсионно-твердеющими и существенно улучшает механические свойства, особенно упругие характеристики.
Однофазные алюминиевые латуни удовлетворительно обрабатываются давлением в горячем состоянии и хорошо - в холодном; двухфазные - хорошо в горячем состоянии и удовлетворительно в холодном. Обрабатываемость резанием колеблется от 30 до 50% (по сравнению с латунью ЛС63-3).
Алюминиевые латуни по сравнению со свинцовыми хуже соединился припоями, но несколько лучше свариваются; по полируемости они близки к двухфазный простым латуням (таб л. 8).

Железосодержащие латуни
Добавки железа значительно измельчают структуру латуней, благодаря чему улучшаются механические свойства и технологические характеристики. Однако" сплавы системы Cu - Zn - Fe применяются редко. Распространение получили многокомпонентные латуни.
Марганцевые латуни
Легирование латуней марганцем заметно повышает их коррозионную стойкость при контакте с морской водой, хлоридами и перегретым паром.
Диаграмма состояния сплава системы Cu - Zn - Mn приведена на рис. 14.

Добавки марганца оказывают незначительное влияние на структуру латуней. Однако марганец уменьшает стабильность упорядоченной решетки фазы β . При содержании Мп > 4,7% (ат.) в сплаве наблюдается частично неупорядоченное состояние при температуре закалки от 520°С.
Наиболее благоприятное влияние на свойства и технологические характеристики латуни марганец оказывает в сочетании с другими легирующими элементами (алюминий, железо, олово, никель).
Кремнистые латуни
Кремний в твердом состоянии растворим в латунях в значительных количествах, однако растворимость его понижается с увеличением содержания цинка. Область твердого раствора а под влиянием кремния и цинка резко сдвигается в сторону медного угла (рис. 15) .

С увеличением содержания кремния в структуре сплавов Cu - Zn - Si появляется новая фаза к гексагональной сингинии, которая при повышенных температурах пластичная и в отличие от β -фазы поляризуется. С понижением температуры (ниже 545°С) происходит эвтектоидный распад к-фазы в α + γ ".
Кремнистые латуни, содержащие 20% Zn и 4% Si для обработки давлением не пригодны из-за малой пластичности. Для получения деформированных полуфабрикатов применяются кремнистые латуни, содержащие <4% Si .
Небольшие добавки кремния улучшают технологические характеристики латуней при литье и горячей обработке давлением, повышают механические свойства и антифрикционносгь
Никелевые латуни
Легирование латуней никелем повышает их механические свойства и коррозионную стойкость. Никелевые латуни более стойки по сравнению с другими латунями к обесцинкованию и коррозионному растрескиванию.
Как видно из диаграммы состояния сплава системы Cu - Zn - Ni (рис . 16), никель оказывает заметное влияние на структуру латуней, расширяя область твердого раствора α

При легировании никелем можно некоторые двухфазные латуни перевести в однофазные.
Легирование латуни Л62 никелем в количестве 2-3% (по массе) позволяет получить однофазный сплав с мелким зерном, высокими и однородными механическими свойствами и повышенной коррозионной стойкостью. Благодаря добавкам никеля при производстве деформированных полуфабрикатов исключается появление такого отрицательного явления как строчечная структура.
Рекомендации по улучшению свойств медно-цинковых сплавов с учетом зарубежного опыта. На свойства латуней наряду с чистотой исходных компонентов сплавов, способами и режимами плавки и литья большое влияние оказывают режимы их обработки и подготовка шихты.
Для уменьшения образования пористости и пузырей в листах (полосах) и лентах из латуни марок Л70, Л68, Л63 и Л60: избегать загрязнения шихты фосфором; отходы в виде стружки, содержащей масло, эмульсию и др. перед плавкой подвергать окислительному обжигу; добавлять в расплав оксид меди в количестве 0,1-1,0 кг на 100 кг шихты; обращать особое внимание на оптимальные режимы литья и горячей прокатки; отжигать горячекатаные полосы перед холодной прокаткой.
Для увеличения сопротивления латуней Л68 и Л70 коррозионному растрескиванию необходимо уделять большое внимание подбору режима холодной прокатки и отжига. Суммарное обжатие при последней холодной прокатке должно быть более 50%, оптимальная температура отжига - 260-280°С.
Для повышения сопротивления двухфазных латуней обесцинкованию (а это возможно, если доля β -фазы в структуре сплава составляет около 30%) необходимо термообработку проводить в интервале температур 400-700°С (в зависимости от состава сплава).
Для предотвращения обесцинкования латуней Л63 и получения качественной поверхности при светлом отжиге (в колпаковых и шахтных печах) температуру рекристаллизационного отжига выдерживают в пределах 450-470°С. При этой температуре в течение 1-4 ч получают полосу (ленту) с размером зерна 0,035- 0,045 мм, временным сопротивлением разрыву 33-35 кгс/мм 2 и относительным удлинением 50%.
Вас интересует отжиг, закалка и термическая обработка латуни? Поставщик Evek GmbH предлагает купить латунь по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Выбор технологии
Виды термической обработки латуни определяются процентным содержанием цинка в сплаве, а также видом диаграммы состояния, к какому типу латуни принадлежит сплав — к однофазной или к двухфазной. Поставщик Evek GmbH предлагает купить латунный прокат отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Термообработка однофазных (простых) латуней
Для таких разновидностей используют рекристаллизационный или обычный отжиг. Цель — снять внутренние напряжения, которые могут появиться в процессе пластического деформирования материала. Режим отжига зависит от концентрации цинка в сплаве: с увеличением данного параметра требуемая температура термообработки снижается, но не более, чем до 300 °C. Эффективность отжига зависит от конечного размера зёрен в микроструктуре. Их устанавливают по показаниям металло-инструментального микроскопа, либо по эталонным структурам, которые приводятся в ГОСТ 5362 .
Атмосфера для отжига
Не рекомендуется выполнять термообработку в обычной атмосфере, содержащей значительное количество кислорода. Это приводит к неравномерному уменьшению величины зерна, а на поверхности сплава чётко выделяются пятна окислов, которые приходится удалять травлением сплава в растворе ортофосфорной кислоты, либо двуххромовокислого калия. Более эффективным методом термообработки является вакуумный отжиг, либо использование защитной атмосферы инертных газов. При этом одновременно снижается и выгорание цинка.
Термообработка двухфазных латуней
Многофазные латуни получаются при добавлении других, кроме цинка, легирующих элементов — железа, алюминия, свинца и т. п. Каждая из латунных марок имеет свою температуру рекристаллизационного отжига. Чаще всего применяются следующие режимы:
Купить. Поставщик, цена
Вас интересует отжиг, закалка и термическая обработка латуни? Поставщик Evek GmbH предлагает купить латунь по цене производителя. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.
Graaver 04-03-2010 20:17
Начну из далека..
Более десяти лет занимаюсь изготовлением спортивных медалей, но есть вопросы с которыми постоянно сталкиваясь, окончательных ответов на них, так и не выяснил.. может кто поможет? вот один из них..
Для повышения пластичности, при прессовании латунную заготовку необходимо отжечь.. и тут начинается самое интересное..
На данный момент пользуюсь таким рецептом отжига латуни Л63 (экспериментальным путём выведенный):
Прогрев в печи до t=560 C, выдержка 1,5-2 часа, остывание на воздухе..
При одинаковых параметрах (марка латуни, режим ТО) на выходе совершенно разный результат.
В одном случае все "чики-пуки".. латунь становится "мягкой", легко деформируется и имеет ровную зеркально-гладкую поверхность(соответствующую "зеркалу" штампа).
В другом варианте, вроде всё так-же.. "мягкая"(пластичная), только где должно быть "зеркало", появляется лёгкий, еле заметный "целлюлит-апельсиновая корка".. вроде мелочь, но жуть как не приятно
Вопрос такой..
Может кто сталкивался с подобной проблемой, как она решается?
Интересует - температура, время выдержки при нагреве и время (способ) остывания..
Так-же есть ли возможность "вылечить" "зараженные целлюлитом"(не правильным ТО) латунные заготовки?
С уважением Андрей.
Ress75 04-03-2010 20:47
В ювелирных техниках существует такой приём:называется на р..(дольше не помню ).Смысл в многократном отжиге (раз 6) серебра и т.д.Металл начинает переть изнутри изделия и с каждым циклом вспучивает локально поверхность изделия-выходит такой пустынный рельеф с апельсиновой коркой. Вообщем красиво Дальше естественно отбел и т.д.Может и здесь что-то похожие выходит?
ЮЗОН 04-03-2010 21:45
Точно вся Л 63 ? или может ЛС
Graaver 04-03-2010 22:08
quote: А латунь из одной партии, или разные поставки?
Точно вся Л 63 ? или может ЛС
Партия одна..
Бывало нарубят три листа(даже если предположить что листы разные, все заготовки приносят в одном мешке, это примерно 900шт. по 300шт/лист.), отжигаю.. часть нормальная, часть "целлюлитная" (т.е. одна партия после ТО вся в норме, другая проблемная)..
Правда допускаю, что время выдержки в печи разное..
Проблемы с разностью температур исключены.. печь позволяет держать температуру "+"_"-" 1гр.С
Без отжига "целлюлита" нет, но и продавить такую заготовку ой как тяжело..
Если кто-то с этим сталкивался,.. может есть гарантированный рецепт?
Чтобы и "мягкая" и без "целлюлита"..?
Graaver 04-03-2010 22:19
Может кто знает, при каких условиях (превышение каких параметров) происходит эта гадость?
sm special 04-03-2010 23:35
Возможно "гугление" на запрос по дефектам отжига латуни что-нибудь может прояснить...
ЮЗОН 05-03-2010 11:53
Можно попробовать:
Выдержку большую не надо делать,по тех процесу: на t=600 C загрузка, прогрев примерно 1 мм/мин. как температура выровнялась, так охлаждение на воздухе или ч-з воду.
ИМХО: При долгой выдержке в окислительной атмосфере цинк начинает окисляться и "прёт" поверхность.
И иногда виноваты прокатчики листов (свой тех процес не выдерживают)
Graaver 05-03-2010 14:41
При эксперименте с t=600 C у меня гарантированно получался "целлюлит", правда время выдержки было большим..
Ближайшее время снова будет возможность поэкспериментировать..
Попробую уменьшить время нахождения заготовок в печи..
Нестор74 05-03-2010 16:39
2Graaver
после праздников уточню у своих (ребяты много с латунью работают - сувенирная продукция, наградная атрибутика), может чего подскажут, отпишусь, если к тому времени этот вопрос еще будет актуален.
ЮЗОН 05-03-2010 16:50
quote: Попробую уменьшить время нахождения заготовок в печи..
По времени: чем меньше, тем лучше. лишь бы печь вышла на режим.
Плотной пачкой не грузить.
Буль 05-03-2010 17:28
можно, свои 5 копеек: сразу в воду, без выдержки на воздухе
Буль 05-03-2010 17:29
проста калка медных сплавов прямо противоположна ТО сталей-пластичность повашается
Graaver 05-03-2010 20:12
quote: после праздников уточню у своих (ребяты много с латунью работают - сувенирная продукция, наградная атрибутика), может чего подскажут, отпишусь, если к тому времени этот вопрос еще будет актуален.
Любой совет актуален!
И особенно важен практический опыт!
quote: загружаешь на 600 и переводишь печь на t=560.
Плотной пачкой не грузить.
Охлаждение в воде пробовал.. но опять же выдержка заготовок в печи была значительной, да и в партии было всё максимально "плотненько"..
Наверно это и было причиной неудач..
Graaver 12-03-2010 19:52
Случилось то, чего меньше всего ожидал..
История вкратце такая..
Заказал два листа латуни, не проверив отдал в производство..
Оказалось что один лист как и заказывал латунь(Л63), а второй бронза (марка неизвестна, имеет приятный розовый оттенок)..
Бронза мне не подходит по тех. характеристикам.
Поэтому вся партия, чтобы не пропадать без дела переезжает в барахолку.
Может кому понадобится?!!
Вот фото заготовок и "пробной" медали из этого материала.
Graaver 13-03-2010 09:27
С новой партией провёл эксперимент.. "минимально-необходимое" время выдержки в печи + "неплотная" загрузка + охлаждение в воде"..
Эксперимент удался.. "целлюлит" отсутствует!
Огромное спасибо одно-палатникам "Буль" и "ЮЗОН" за дельные советы!!!
Прошу прощения за назойливость..
Возможно ли "восстановить" латунь после неправильного ТО?
С уважением Андрей.
При разработке технологии термической oбработки меди и ее сплавов приходится учитывать две их особенности: высокую теплопроводность и активное взаимодействие с газами при нагреве. При нагреве тонких изделий и полуфабрикатов теплопроводность имеет второстепенное значение. При нагреве массивных изделий высокая теплопроводность меди является причиной более быстрого и равномерного их прогрева по всему сечению по сравнению, например, с титановыми сплавами.В связи с высокой теплопроводностью при упрочняющей термической обработке медных сплавов не возникает проблемы прокаливаемости. При используемых на практике габаритах полуфабрикатов и изделий они прокаливаются насквозь.
Медь и сплавы на ее основе активно взаимодействуют с кислородом и парами воды при повышенных температурах, по крайней мере, более интенсивно, чем алюминий и его сплавы, В связи с этой особенностью при термической обработке полуфабрикатов и изделий из меди и ее сплавов часто применяют защитные атмосферы, в то время как в технологии термической обработки алюминия защитные атмосферы встречаются редко.
Отжиг меди и ее сплавов проводят с целью устранения тех отклонении от равновесном структуры, которые возникли в процессе затвердевания или в результате механического воздействия либо предшествующей термической обработки.
Гомогенизационный отжиг заключается в нагреве слитков до максимального возможной температуры, не вызывающей оплавления структурных составляющих сплавов. Ликвационные явления в меди и латунях развиваются незначительно, и нагрев слитков под горячую обработку давлением достаточен для их гомогенизации.
Основными сплавами меди, нуждающимися в гомогенизационном отжиге, являются оловянные бронзы, так как составы жидкой и твердой фаз в системе Cu-Sn сильно отличаются, в связи с чем развивается интенсивная дендритная ликвация.
В результате гомогенизационного отжига повышается однородность структуры и химического состава слитков. Гомогенизационный отжиг - одно из условий получения качественного конечного продукта.
Рекристаллизационный отжиг - одна из распространенных технологических стадий производства полуфабрикатов меди и сплавов на ее основе.
Температуру начала рекристаллизации меди интенсивно повышают Zr, Cd, Sn, Sb, Cr, в то время как Ni, Zn, Fe, Co оказывают слабое влияние. Повышение температуры начала рекристаллизации при одновременном присутствии нескольких элементов неаддитивно, но незначительно превышает вклад от наиболее эффективно действующей примеси. В определенных случаях, например, при введении в медь свинца и серы, суммарный эффект выше, чем отдельных эффектов. Раскисленная фосфором медь в отличие от кислородсодержащей меди склонна при отжиге к сильному росту зерна Порог рекристаллизации в присутствии фосфора сдвигается в область более высоких температур.
Критическая степень деформации для бескислородной меди с величиной зерна порядка 2*10в-2 см после отжига при 800°С в течение 6 ч составляет примерно 1%. Примеси, например железо, увеличивают критическую степень деформации, которая для латуней составляет 5-12% (рис. 44).
На температуру рекристаллизации латуней также влияет предшествующая обработка, в первую очередь степень холодной деформации и величина зерна сформировавшегося при этой обработке. Так, например, время до начала рекристаллизации латуни Л95 при температур 440° С составляет 30 мин при степени холодной деформации 30% и 1 мин при степени деформации 80%.
Величина исходного зерна действует на процесс кристаллизации противоположно повышению степени деформации. Например, в сплаве Л95 с исходным зерном 30 и 15 мкм отжиг после 50% деформации при температуре 440°С приводит к рекристаллизации через 5 и 1 мин соответственно. В то же время величина исходного зерна не влияет на скорость рекристаллизации, если температура отжига превышает 140°С.
На рис. 45 приведены данные по влиянию состава α-латуней на температуру отжига (степень деформации 45% время отжига 30 мин), которая обеспечивает получение заданной величины зерна. При одинаковых условиях деформации и отжига с увеличением содержания цинка величина зерна уменьшается, достигает минимума а затем растет. Так, например, после отжига при 500°С в течение 30 мин величина зерна составляет: в меди 0,025 мм; в латуни с 15% Zn 0,015 мм, а в латуни 35% Zn 0.035 мм. На рис 45 также видно, что в α-латунях зерно начинает расти при относительно низких температурах и растет вплоть до температур солидуса В двухфазных (α+β)- и специальных латунях рост зерна, как правило, происходит лишь при температурах, при которых остается одна β-фаза. Например, для латуни Л59 значительное увеличение зерна начинается при отжиге выше температуры 750° С.
Температуру отжига латуней выбирают при мерно на 250-350° С выше температуры начала рекристаллизации (табл. 16).
При отжиге сплавов меди с содержанием 32-39% Zn при температурах выше α⇔α+β-перехода выделяется β-фаза что вызывает неравномерный рост зерна. Отжиг таких сплавов желательно проводить при температурах, не превышающих линию α⇔α+β-равновесия системы Cu-Zn. В связи с этим латуни, лежащей по составу вблизи точки максимальной растворимости цинка в меди, следует отжигать в печах с высокой точностью регулировки температуры и большой однородностью распределения ее по объему меди.
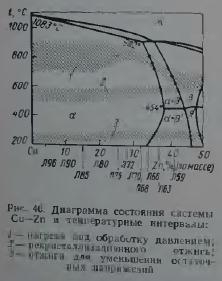
На рис. 46 приведены оптимальные режимы отжига простых латуней по результатам обобщения технологических рекомендаций, накопленных в отечественной и мировой практике. Обнаруживается тенденция к повышению температуры полного отжига латуни с увеличением содержания в них цинка.
При выборе режимов рекристаллизационного отжига латуней следует учитывать, что сплавы, лежащие вблизи фазовой границы α/α+β (рис. 46), из-за переменной растворимости цинка в меди могут термически упрочняться. Закалка латуней, содержащих более 34% Zn, делает их склонными к старению (рис. 47), причем способность к упрочнению при старении растет с увеличением содержания цинка до 42%. Практического применения этот вид термического упрочнения латуней не нашел. Тем не менее скорость охлаждения латуней типа Л63 после рекристаллизационного отжига влияет на их механические свойства. Возможность распада пересыщенных растворов в α-латунях, содержащих более 34% Zn, и в α+β-латунях следует также иметь в виду при выборе режимов отжига для уменьшения напряжений. Сильная холодная деформация может ускорять распад пересыщенных α- и β-растворов при отжиге.

По литературным данным, температура начала ре кристаллизации латуни Л63 колеблется от 250 до 480° С. Наиболее мелкозернистая структура в сплаве Л63 образуется после отжига при температурах 300-400° С. Чем выше степень предшествующей холодной деформации, тем меньше величина рекристаллизованного зерна и больше твердость (рис. 48) при одинаковых условиях отжига.
Качество отожженного материала определяется не только его механическими свойствами, но и величиной рекристаллизованного зерна. Величина зерна в полностью рекристаллизованной структуре довольно однородна. При неправильно установленных режимах рекристаллизационного отжига в структуре четко обнаруживаются две группы зерен различной величины. Эта так называемая двойная структура особенно нежелательна при операциях глубокой вытяжки, изгиба или полировки и травлении изделии.
С увеличением размеров зерна до определенного пределa штампуемость латуней улучшается, но качество поверхности ухудшается. На поверхности изделия при величине зерна более 40 мкм наблюдается характерная шероховатость «апельсиновая корка».
Этапы эволюции деформированной структуры значительно растянуты во времени, и поэтому представляется возможным получение частично или полностью рекристаллизованной структуры с мелким зерном путем варьирования времени отжига. Полуфабрикаты с не полностью рекристаллизованной структурой с очень малым размером зерна штампуются без образования «апельсиновой корки».
Неполный отжиг, продолжительность которого определяется степенью предварительной деформации, проводят в интервале 250-400° С Для соблюдения точного технологического режима такой отжиг следует проводить в протяжных печах, где строго контролируется рабочая температура и продолжительность выдержки (скорость протяжки).
Неполный отжиг применяют преимущественно с целью уменьшения остаточных напряжений, которые могут приводить к так называемому «сезонному растрескиванию. Этот вид коррозии, присущий латуням с содержанием более 15% Zn, заключается в постепенном развитии межкристаллитных трещин при одновременном воздействии напряжении (остаточных и приложенных) и специфических химических реагентов (например, растворы и пары аммиака, растворы ртутных солей, влажный серный ангидрид, различные амины и т. д.). Считается, что чувствительность латуней к сезонному растрескиванию обусловлена скорее неоднородностью напряжении, чем их абсолютной величиной.
Эффективность отжига для уменьшения остаточных напряжений проверяют испытанием ртутной пробой. Метод испытания ртутной пробой дает качественную оценку наличия остаточных напряжений. Он основан на различном поведении напряженного и ненапряженного материала при воздействии азотнокислой ртути. На напряженном материале в ходе испытания появляются продольные и поперечные трещины, видимые невооруженным глазом. Они появляются в местах растягивающих напряжении, которые могут вызвать разрушение изделия в эксплуатации или при хранении в результате коррозионного растрескивания.
Режимы отжига латуней для уменьшения остаточных напряжении даны на рис. 46 и в табл. 16.
Отжиг стальных деталей
Чтобы облегчить механическую или пластическую обработку стальной детали, уменьшают ее твердость путем отжига. Так называемый полный отжиг заключается в том, что деталь или заготовку нагревают до температуры 900°С, выдерживают при этой температуре некоторое время, необходимое для прогрева ее по всему объему, а затем медленно (обычно вместе с печью) охлаждают до комнатной температуры.
Внутренние напряжения, возникшие в детали при механической обработке, снимают низкотемпературным отжигом, при котором деталь нагревают до температуры 500-600°С, а затем охлаждают вместе с печью. Для снятия внутренних напряжений и некоторого уменьшения твердости стали применяют неполный отжиг - нагрев до 750-760°С и последующее медленное (также вместе с печью) охлаждение.
Отжиг используется также при неудачной закалке или при необходимости перекаливания инструмента для обработки другого металла (например, если сверло для меди нужно перекалить для сверления чугуна). При отжиге деталь нагревают до температуры несколько ниже температуры, необходимой для закалки, и затем постепенно охлаждают на воздухе. В результате закаленная деталь вновь становится мягкой, поддающейся механической обработке.
Термической обработке подвергают и медь. При этом медь можно сделать либо более мягкой, либо более твердой. Однако в отличие от стали закалка меди происходит при медленном остывании на воздухе, а мягкость медь приобретает при быстром охлаждении в воде. Если медную проволоку или трубку нагреть докрасна (600° С) на огне и затем быстро погрузить в воду, то медь станет очень мягкой. После придания нужной формы изделие вновь можно нагреть на огне до 400° С и дать ему остыть на воздухе. Проволока или трубка после этого станет твердой. Если необходимо выгнуть трубку, ее плотно заполняют песком, чтобы избежать сплющивания и образования трещин.
Отжиг латуни позволяет повысить ее пластичность. После отжига латунь становится мягкой, легко гнется, выколачивается и хорошо вытягивается. Для отжига ее нагревают до 600° С и дают, остыть на воздухе при комнатной температуре.
Отжиг и закаливание дюралюминия
Отжиг дюралюминия производят для снижения его твердости. Деталь или заготовку нагревают примерно до 360°С, как и при закалке, выдерживают некоторое время, после чего охлаждают на воздухе. Твердость отожженного дюралюминия почти вдвое ниже, чем закаленного.
Приближенно температуру нагрева дюралюминиевой детали можно определить так: При температуре 350-360°С деревянная лучина, которой проводят по раскаленной поверхности детали, обугливается и оставляет темный след. Достаточно точно температуру детали можно определить с помощью небольшого (со спичечную головку) кусочка медной фольги, который кладут на ее поверхность. При температуре 400°С над фольгой появляется небольшое зеленоватое пламя.
Отожженный дюралюминий обладает небольшой твердостью, его можно штамповать и изгибать вдвое, не опасаясь появления трещин.
Закаливание. Дюралюминий можно подвергать закаливанию. При закаливании детали из этого металла нагревают до 360-400°С, выдерживают некоторое время, затем погружают в воду комнатной температуры и оставляют там до полного охлаждения. Сразу после этого дюралюминий становится мягким и пластичным, легко гнется и куется. Повышенную же твердость он приобретает спустя три-четыре дня. Его твердость (и одновременно хрупкость) увеличивается настолько, что он не выдерживает изгиба на небольшой угол.
Наивысшую прочность дюралюминий приобретает после старения. Старение при комнатных температурах называют естественным, а при повышенных температурах - искусственным. Прочность и твердость свежезакаленного дюралюминия, оставленного при комнатной температуре, с течением времени повышается, достигая наивысшего уровня через пять - семь суток. Этот процесс называется старением дюралюминия.
<<<Назад
Пайка или сварка алюминия? В чем разница и что лучше?
Во-первых, давайте рассмотрим определения. Сварка — это процесс получения соединений «все-в-одном» путем установления межатомных связей. Пайка представляет собой процесс объединения металлов в нагретом состоянии путем плавления сплава, плавильного припоя, такого как соединяемые металлы.
Другими словами, при сварке края сварных деталей расплавляются и затем замораживаются. При пайке обычный металл нагревается только до определенной температуры, и соединение получают путем поверхностной диффузии и химической реакции припоя и сплавленных металлов.
Итак, что лучше, пайка или алюминиевая сварка?
Чтобы ответить на этот вопрос, рассмотрите основные методы пайки и сварки алюминиевых сплавов, их преимущества и недостатки.
Алюминиевая сварка.
Четыре типа сварки наиболее часто используются при сварке алюминия:
1. Сварка электродом или сваркой ВИГ. В качестве электрода, который не потребляет, вольфрам используется со специальными легирующими добавками (лантан, церий и т. Д.).
Через этот электрод возникает электрическая дуга, которая расплавляет металл. Сварочная проволока вручную подается сварным бассейном. Весь процесс очень похож на обычную газовую сварку, только нагрев металла не осуществляется путем сжигания горелки, а электрической дугой в защитной среде. Такая сварка осуществляется исключительно в аргоновой или гелиевой среде или их смесях.
Есть ли разница между сварочным аргоном и гелием? Есть. Суть в том, что гелий обеспечивает более компактную дугу сгорания и, следовательно, более глубокое и более эффективное проникновение основных металлов. Гелий более дорогой, а его потребление намного выше, чем потребление аргона. Кроме того, гелий очень жидкий, что создает дополнительные проблемы при производстве, транспортировке и хранении.
Поэтому рекомендуется использовать его в качестве защитного газа только при сварке больших деталей, где требуется глубокое и эффективное плавление сварных кромок. На практике гелий редко используется в качестве инертного газа, так как почти такой же эффект проникновения может быть достигнут в аргоне, что увеличивает только сварочный ток. Сварка ВИГ алюминия, как правило, приводит к переменному току.
Почему при переменном токе? Все дело в оксиде алюминия, небольшое количество которого при сварке неизбежно присутствует во всех типах сварки. Дело в том, что температура плавления алюминия составляет около 660 градусов. Температура плавления оксида алюминия составляет 2060. Поэтому в сварном шве алюминиевый оксид не может плавиться — недостаточно температуры.
И не будет никакого руководства для высококачественного сварочного оксида. Что делать? Доход приходит к полярности обратной связи, которая имеет очень интересную особенность для очистки шва от ненужных примесей. Это свойство называется «катодная дисперсия». Однако сварочный ток с обратной полярностью имеет очень низкую мощность плавления. Поэтому дуга также содержит компоненты тока прямой полярности, которые предназначены для нечувствительности, но плавления металлов.
И обмен прямых и обратных полярных токов представляет собой переменный ток, который сочетает в себе как чистящие, так и плавильные свойства.
2. Сварка с помощью расходуемого электрода или полуавтоматическая сварка (сварка МИГ). Все это относится к этому типу сварки с той лишь разницей, что, как правило, единственной постоянной «очисткой» является замена полюсов дуговых потоков и не проходит через вольфрамовый электрод и непосредственно через сварочную проволоку, расплавленную при сварке.
Обычная полуавтоматическая машина используется для сварки, но с более высокими требованиями к подаче проволоки. Этот тип сварки характеризуется высокой производительностью.
Ручная дуговая сварка электродами с покрытием (MMA-сварка). Он используется для сварки твердых деталей толщиной 4 мм и более. Он применяется к потоку обратной полярности и имеет шов низкого качества.
4. Газовая сварка алюминия. Его можно использовать только для ограниченного количества алюминиевых сплавов, который характеризуется отвратительным качеством шва. Это очень сложно и доступно далеко не каждому смертному.
На практике это почти не применяется.
Оставляя в одиночку экзотическую сварку (фрикционная сварка, сварка взрывом и плазма), качество сварного соединения и распространенность намного опережают формы, аргонодуговая сварка переменным током.
Он позволяет сваривать чистый алюминий, дюралюминий, силамин и т. Д., Сплавы от нескольких миллиметров до нескольких сантиметров. Кроме того, он является наиболее экономичным и единственно возможным для ядерной сварки и некоторых других алюминиевых сплавов.
Пайка алюминия
Обычно отделяется низкая температура (пайка мягкими соединениями) и высокая температура (пайка пайкой), тип пайки.
Пайка алюминиевого мягкого припоя обычно выполняется с помощью обычного паяльника и может использоваться в качестве специального припоя для алюминия с высоким содержанием цинка и обычного свинцово-оловянного припоя. Основной проблемой такого типа пайки является борьба с легким алюминиевым оксидом. Чтобы нейтрализовать его, необходимо использовать различные типы флюсов, паяльных жиров и специальные типы пайки. В некоторых случаях поверхность алюминия покрыта гальваническим покрытием тонким слоем меди, который уже припаян традиционным пайкой припоя.
Однако использование гальванических покрытий далеко не технологически выполнимо и экономически целесообразно. В любом случае пайка алюминиевых сплавов при низких температурах довольно сложна, а качество паяных соединений, как правило, более чем среднее. Кроме того, из-за неоднородности металлов связанное соединение подвержено коррозии и всегда должно быть покрыто лаком или краской. Пайка мягкими муфтами не может использоваться для загруженных систем.
В частности, он не должен использоваться для ремонта радиаторов кондиционера, но может использоваться для ремонта двигателей радиатора.
Высокотемпературная пайка алюминия. При пайке алюминиевых радиаторов на заводах используется пайка. Его характеристика заключается в том, что температура плавления припоя составляет всего 20-40 градусов ниже точки плавления самого металла. Для этой пайки, как правило, используется специальная высокотемпературная паста (например, нейлон), используемая для пайки, а затем спеченная в специальных печах в среде защитного газа.
Этот процесс пайки характеризуется высокой прочностью и низкой коррозионной стойкостью полученных соединений, поскольку припой используется в качестве композиции, близкой к основному металлу. Такой припой идеально подходит для тонкостенных изделий, но его технология довольно сложна и совершенно бесполезна при ремонте.
Второй тип высокотемпературной пайки алюминия — пайка газовым пламенем. В качестве припоя используются специальные самонарезающие стержни (например, HTS 2000, Castolin 21 F и т. Д.).
В качестве припоя используются специальные самонарезающие стержни (например, HTS 2000, Castolin 21 F и т. Д.).
Для нагревания используют ацетилен, пропан и, предпочтительно, водородное пламя (гидролиз). Технология здесь следующая. Во-первых, пламя горелки нагревает металл, а затем паяльник осторожно заполняется в области пайки. Когда стержень расплавляется, пламя удаляется. Точка плавления стержня не намного ниже температуры базовой плиты, поэтому ее следует тщательно нагревать, чтобы она не удалялась.
Следует отметить, что этот тип припоя очень, очень дорогой, и его цена может достигать 300 долларов. за 1 килограмм. Как правило, он используется для местного ремонта.
Так что лучше?
Бейкер тает дома: шаг за шагом, видео
Пайка или сварка алюминия?Теперь мы можем ответить на этот вопрос. Если толщина металлов больше 0,2-0,3 мм, то используйте аргонодуговую сварку. В частности, аргоновая сварка простых сотовых излучателей бальзама, лотков, крыльев, кронштейнов, легкосплавных колес, рулевого механизма, головки двигателя и т. Д. Полученный сварной шов. Это монолитная, химически стойкая и прочная связь.
Если толщина металлов меньше 0,2-0,3 мм, лучше использовать высокотемпературную пайку алюминия. Во-первых, он используется для пайки радиаторов тонкой сотовой стенки из двигателя, которую очень трудно пить аргоном. Более низкая температура пайки мягким припоем лучше, если вообще не использовать, поскольку эти швы намного менее прочны и химически менее устойчивы.
Кроме того, кислотные флюсы, используемые в низкотемпературной пайке, могут за сравнительно короткое время уничтожить как обычные металлы, так и пайки
Большинство обычных металлов нельзя упрочнить термической обработкой. Однако почти все металлы упрочняются – до той или иной степени – в результате ковки, прокатки или гибки. Это называют наклепом или нагартовкой металла.
Отжиг является видом термической обработки для умягчения металла, который стал нагартованным - наклепанным, чтобы можно было продолжать его холодную обработку.
Холодная обработка: медь, свинец и алюминий
Обычные металлы весьма сильно различаются по своей степени и скорости деформационного упрочнения - наклепа или нагартовки.
Медь довольно быстро наклепывается в результате холодной ковки, а, значит, быстро снижает свою ковкость и пластичность. Поэтому медь требует частого отжига, чтобы ее можно было дальше обрабатывать без риска разрушения.
С другой стороны, свинец можно обрабатывать ударами молотка почти в любую форму без отжига и без риска его разрушения.
Свинец обладает таким запасом пластичности, который позволяет ему получать большую пластическую деформацию с очень малой степенью деформационного наклепа. Однако, медь хотя и тверже свинца, обладает в целом большей ковкостью.
Алюминий может выдерживать весьма большое количество пластической деформации в результате формовки молотком или холодной прокатки, прежде чем ему понадобится отжиг для восстановления его пластических свойств.
Чистый алюминий наклепывается намного медленнее, чем медь, а некоторые листовые алюминиевые сплавы являются слишком твердыми или хрупкими, чтобы позволять большой наклеп.
Холодная обработка железа и стали
Промышленное чистое железо можно подвергать холодной обработке до больших степеней деформации, прежде чем оно станет слишком твердым для дальнейшей обработки.
Примеси в железе или стали ухудшают способность металла к холодной обработке до такой степени, что большинство сталей нельзя подвергать холодной пластической обработке, кроме конечно, специальных низкоуглеродистых сталей для автомобильной промышленности. Вместе с тем, почти все стали можно успешно пластически обрабатывать в раскаленном докрасна состоянии.
Зачем нужен отжиг металлов
Точная природа процесса отжига, которому подвергают металл, в значительной степени зависит от назначения отожженного металла.
Существует значительное различие отжига по методам его выполнения между отжигом на заводах, где производят огромное количество листовой стали, и отжигом в небольшой автомастерской, когда всего лишь одна деталь требует такой обработки.
Если кратко, то холодная обработка – это пластическая деформация путем разрушения или искажения зеренной структуры металла.
При отжиге металл или сплав нагревают до температуры, при которой происходит рекристаллизация - образование вместо старых - деформированных и удлиненных - зерен новых зерен - не деформируемых и круглых. Затем металл охлаждают с заданною скоростью. Другими словами, кристаллам или зернам внутри металла, которые были смещены или деформированы в ходе холодной пластической обработки, дают возможность перестроиться и восстановиться в свое естественное состояние, но уже при повышенной температуре отжига.
Отжиг железа и стали
Железо и низкоуглеродистые стали необходимо нагревать до температуры около 900 градусов Цельсия, а затем давать возможность медленно охлаждаться для обеспечения максимально возможной «мягкости».
При этом принимают меры, чтобы предотвратить контакт металла с воздухом во избежание окисления его поверхности. Когда это делают в небольшой автомастерской, то для этого применяют теплый песок.
Высокоуглеродистые стали требуют аналогичной обработки за исключением того, что температура отжига для них ниже и составляет около 800 градусов Цельсия.
Отжиг меди
Медь отжигают при температуре около 550 градусов по Цельсию, когда меди разогрета до темно-красного цвета.
После нагрева медь охлаждают в воде или позволяют медленно охлаждаться на воздухе. Скорость охлаждения меди после нагрева при температуре отжига не влияет на степень получаемой «мягкости» этого металла. Преимущество быстрого охлаждения заключается в том, что при этом металл очищается от окалины и грязи.
Отжиг алюминия
Алюминий отжигают при температуре при температуре 350 градусов Цельсия.
Термическая обработка цветных сплавов
На заводах это делают в подходящих печах или соляных ваннах. В мастерской алюминий отжигают газовой горелкой. Рассказывают, что при этом деревянной лучиной трут по поверхности нагретого металла.
Когда дерево начинает оставлять черные следы, то это значит, что алюминий получил свой отжиг. Иногда вместо дерева применяют кусок мыла: когда мыло начинает оставлять коричневые следы, нагрев нужно прекращать. Затем алюминий охлаждают в воде или оставляют охлаждаться на воздухе.
Отжиг цинка
Цинк становиться снова ковким при температуре между 100 и 150 градусами Цельсия.
Это значит, что его можно отжигать в кипятке. Цинк нужно обрабатывать, пока он горячий: когда он охлаждается, то сильно теряет свою ковкость.
Медь находит широкое применение при изготовлении изделий различного назначения: сосудов, трубопроводов, электрораспределительных устройств, химической аппара- туры и т. д. Многообразие использования меди связано с ее особыми физическими свойствами.
Медь обладает высокой электропроводностью и теплопроводностью, устойчива в отношении коррозии. Плотность меди 8,93 Н/см3, температура плавления 1083°С, температура кипения 2360°С.
Трудности сварки меди обусловлены ее физико-химическими свойствами4. Медь склонна к окислению с образованием тугоплавких оксидов, поглощению газов расплавленным металлом, обладает высокой теплопроводностью, значительной величиной коэффициента линейного расширения при нагревании.
Склонность к окислению вызывает необходимость применения при сварке специальных флюсов, защищающих расплавленный металл от окисления,и растворяющих образующиеся оксиды, переводя их в шлаки.
Высокая теплопроводность требует применения более мощного пламени, чем при сварке стали. Свариваемость Си зависит от ее чистоты, особенно ухудшают свариваемость Си наличие в ней В1, РЪ, 3 и Оз. Содержание рг в зависимости от марки Си колеблется от 0,02 до 0,15%, Ш и РЬ придают меди хрупкость и красноломкость.. Наличие в Си кислорода в виде оксида меди Си20 вызывает образование хрупких прослоек металла и трещин, которые появляются в зоне термического влияния.
Оксид меди образует с медью легкоплавкую эвтектику, которая обладает более низкой температурой плавления. Эвтектики располагается вокруг зерен меди и таким образом ослабляет связь между зернами.
На процесс сварки Си оказывает влияние не только кислород, растворенный в меди, но и кислород, поглощаемый из атмосферы. При этом наряду с оксидом меди СиаО образуется оксид меди СиО. При сварке оба эти оксида затрудняют процесс газовой сварки, поэтому их необходимо удалять с помощью флюса.
Водород и оксид углерода также отрицательно влияют на процесс сварки Си.
В результате их взаимодействия с оксидом меди СиаО образуются пары воды и углекислый газ, которые образуют поры в металле шва. Чтобы избежать этого явления, сварку меди необходимо выполнять строго нормальным пламенем. Чем "чище Си и чем меньше она содержит 0-2, тем лучше она сваривается.
По ГОСТ 859-78 промышленностью для изготовления сварных конструкций выпускается медь марок М1р, М2р МЗр, имеющая пониженное содержание Оа- (до 0,01%).
При газовой сварке Си нашли применение стыковые и угловые соединения, тавровые и нахлесточные соединения не дают хороших результатов.
Перед сваркой свариваемые кромки необходимо очистить от грязи, масла, оксидов и других загрязнений на участке не менее 30 мм от места сварки. Места сварки очищают вручную или механическим способом стальными щетками. Сварку меди толщиной до 8 мм выполняют без разделки кромок, а при толщине свыше 3 мм требуется Х-образна.я разделка кромок под углом 45° в каждой стороне стыка. Притупление делаетоя равным 0,2 от толщины свариваемого металла. В связи с повышенной жидкотеку честью меди в расплавленном состоянии тонкие листы сваривают встык без зазора, а листы свыше 6 мм сваривают на графитовых и угольных подкладках.
Мощность сварочного пламени при сварке меди толщиной до 4 мм выбирают из расчета расхода ацетилена 150-175 дм3/ч на 1 мм толщины свариваемого металла, при толщине до 8-10 мм мощность увеличивают до 175-225 дм8/ч.
При больших толщинах рекомендуется сварка двумя горелками - одной ведется подогрев, а другой - сварка. Для уменьшения теплоотвода сварку выполняют на асбестовой подкладке. Для компенсации больших потерь теплоты за счет отвода в околошовную зону применяют предварительный и сопутствующий подогрев свариваемых кромок.
Подогревают кромки одной или несколькими горелками.
Пламя для сварки Си выбирают строго нормальным, так как окислительное пламя вызывает сильное окисление, а при науглероживающем пламени появляются поры и трещины. Пламя должно быть мягким и направлять его следует под большим, чем при сварке стали, углом. Сварка проводится восстановительной зоной, расстояние от конца ядра до свариваемого металла 3-6 мм.
В процессе сварки нагретый металл должен быть все время защищен пламенем. Сварку выполняют как левым, так и правым способом, однако наиболее предпочтителен при сварке меди правый способ. Сварка ведется с максимальной скоростью без перерывов.
Сварка ведется на подъем. Угол наклона мундштука горелки к свариваемому изделию составляет 40-50°, а присадочной проволоки - 30-40°. При выполнении вертикальных швов угол наклона мундштука горелки составляет 30° и сварку ведут снизу вверх. При сварке меди не рекомендуется скреплять детали прихватками. Длинные швы сваривают в свободном состоянии обратноступенчатым способом.
Газовую сварку меди выполняют только за один проход.
На процесс газовой сварки Си оказывает большое влияние состав присадочной проволоки. Для сварки в качестве присадка применяют прутки и проволоку согласно ГОСТ 16130-72 следующих марок: М1, МСр1, МНЖ5-1, МНЖКТ5-1-0,2-0,2.
Error 503 Service Unavailable
Сварочная проволока МСр1 содержит 0,8-1,2% серебра. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и берут равным 0,5-0,75 8, где 5 - толщина металла, мм, но не более 8 мм.
Сварочная проволока должна плавиться спокойно, без разбрызгивания. Желательно, чтобы температура плавления присадочной проволоки была ниже температуры плавления основного металла. Для предохранения Си от окисления, а также для раскисления и удаления в шлак образующихся оксидов сварку осуществляют с флюсом. Флюсы изготовляют из оксидов и солей бора и натрия. Флюсы для сварки Си применяют в виде порошка, пасты и в газообразной форме Флюсы № 5 и 6, содержащие соли фосфорной кислоты, необходимо применять при сварке проволокой, не содержащей раскислителей фосфора и кремния.
Сварку Си можно выполнять и с применением газообразного флюса БМ-1, в этом случае наконечник горелки надо увеличить на один номер, чтобы снизить скорость нагрева и увеличить мощность сварочного пламени. При использовании газообразного флюса применяют установку КГФ-2-66. Порошкообразный флюс посыпают на место сварки на 40-50 мм по обе стороны от оси шва. Флюс в виде пасты наносят на кромки свариваемого металла и на присадочный пруток. Остатки флюса удаляют промывкой шва 2%-ным раствором азотной или серной кислоты.
Для улучшения механических свойств наплавленного металла и повышения плотности и.
пластичности шва после сварки металл шва рекомендуется проковывать. Детали толщиной до 4 мм проковьшают в холодном состоянии, а при большей толщине - при нагреве до температуры 550- 600°С.
Дополнительное улучшение шва после проковки дает термическая обработка - нагрев до 550-600°С и охлаждение в воде. Свариваемые изделия нагревают сварочной горелкой или в печи. После отжига металл шва становится вязким.
⇐ Предыдущая27282930313233343536Следующая ⇒
Дата публикования: 2015-01-26; Прочитано: 455 | Нарушение авторского права страницы
studopedia.org — Студопедия.Орг — 2014-2018 год.(0.001 с)…
Главная>>Сварка цветных металлов>>Сварки меди со сталью
Сварка меди и её сплавов со сталью. Как сваривать медь и сталь?
На практике сварка меди и стали, чаще всего, осуществляется в стыковых соединениях. В зависимости от характера конструкции, швы в таком соединении могут быть наружными и внутренними.
Для сварки латуни со сталью лучше всего подходит газовая сварка, а для сварки красной меди со сталью — электродуговая сварка металлическими электродами.
Хорошие результаты также получаются при сварке угольными электродами под слоем флюса и газовая сварка под флюсом БМ-1. Часто на практике выполняют газовую сварку латуни со сталью, используя медь в качестве присадочного материала.
Подготовку сварных кромок при одинаковой толщине цветного металла и стали выполняют так же, как и при сварке чёрных металлов.
Сварку листов, толщиной менее 3мм выполняют без разделки, а листов, начиная с 3мм — со скосом кромок.
При недостаточном скосе кромок, или при наличии загрязнений на торцах свариваемых деталей, хорошего провара добиться невозможно. Исходя из этого, при сварке деталей больших толщин, в которых выполнена Х-образная разделка, притупление делать не следует.
Сварка меди со сталью — задача сложная, но вполне выполнимая для наплавочных работ и сварки, например, деталей химической аппаратуры, медного провода со стальной колодкой.
Качество сварки таких соединений удовлетворяет требованиям, предъявляемым к ним. Прочность меди можно повысить путём введения в её состав до 2% железа. При большем количестве железа прочность начинает падать.
При сварке угольным электродом необходимо применять постоянный ток прямой полярности.
Напряжение электрической дуги равно 40-55В, а её длина, примерно, 14-20мм. Сварочный ток выбирается в соответствии с диаметром и качеством электрода (угольный или графитовый) и составляет в пределах 300-550А. Флюс используют такой же, как и для сварки меди, состав этих флюсов дан на этой странице.
Вводят флюс в зону сварки, засыпая его в разделку.
 Способ сварки применяют "левый".
Способ сварки применяют "левый".
Наилучшие результаты при сварке медных шин со стальными получаются при сварке "в лодочку". Схема такой сварки показана на рисунке. Вначале выполняется подогрев медных кромок угольным электродом, а затем сварка с определённым положением электрода и присадочного прутка (см. рисунок). Скорость сварки составляет 0,25м/ч. Сварка меди с чугуном производится с помощью таких же технологических приёмов.
Приварку низколегированной бронзы малой толщины (до 1,5мм) к стали толщиной до 2,5мм можно осуществить внахлёст неплавящимся вольфрамовым электродом в среде аргона на автомате с подачей присадочной проволоки диаметром 1,8мм со стороны.
При этом очень важно направить дугу на нахлёстку со стороны меди. Режимы такой сварки: сила тока 190А, напряжение дуги 11,5В, скорость сварки 28,5м/ч, скорость подачи проволоки 70м/ч.
Медь и латунь хорошо свариваются со сталью стыковой сваркой с оплавлением.
При таком способе сварки стальные кромки оплавляются достаточно сильно, а кромки цветного металла незначительно. Учитывая это обстоятельство, и принимая в расчёт разность удельных сопротивлений этих металлов, принимают вылет для стали, равный 3,5d, для латуни 1,5d, для меди 1,0d, где d — диаметры свариваемых стержней.
Для стыковой сварки таких стержней методом сопротивления рекомендуют вылет, равный 2,5d для стали, 1,0d для латуни и 1,5d для меди. Удельное сопротивление осадки принимается в пределах 1,0-1,5 кг/мм2.
На практике часто возникает необходимость приварки шпилек диаметром 8-12мм из меди и её сплавов к стали, или стальных шпилек к медным изделиям.
Такую сварку осуществляют на постоянном токе обратной полярности под мелким флюсом марки ОСЦ-45 без предварительного подогрева.
Хорошо привариваются к стали или чугуну медные шпильки диаметром до 12мм или шпильки из латуни марки Л62, диаметром до 10мм при силе тока 400А.
А шпильки из латуни марки ЛС 59-1 для приварки не используют.
Стальные шпильки к медным и латунным изделиям привариваются плохо.
Как производится сварка меди в домашних условиях?
Если надеть на конец шпильки, диаметром до 8мм, медное кольцо высотой 4мм, то процесс сварки металлов протекает удовлетворительно. Такие же шпильки диаметром 12мм к брозе марки Бр. ОФ 10-1 привариваются хорошо. Для дуговой сварки меди и стали, наилучшие результаты обеспечивают электроды К-100.
